
 13683636661
13683636661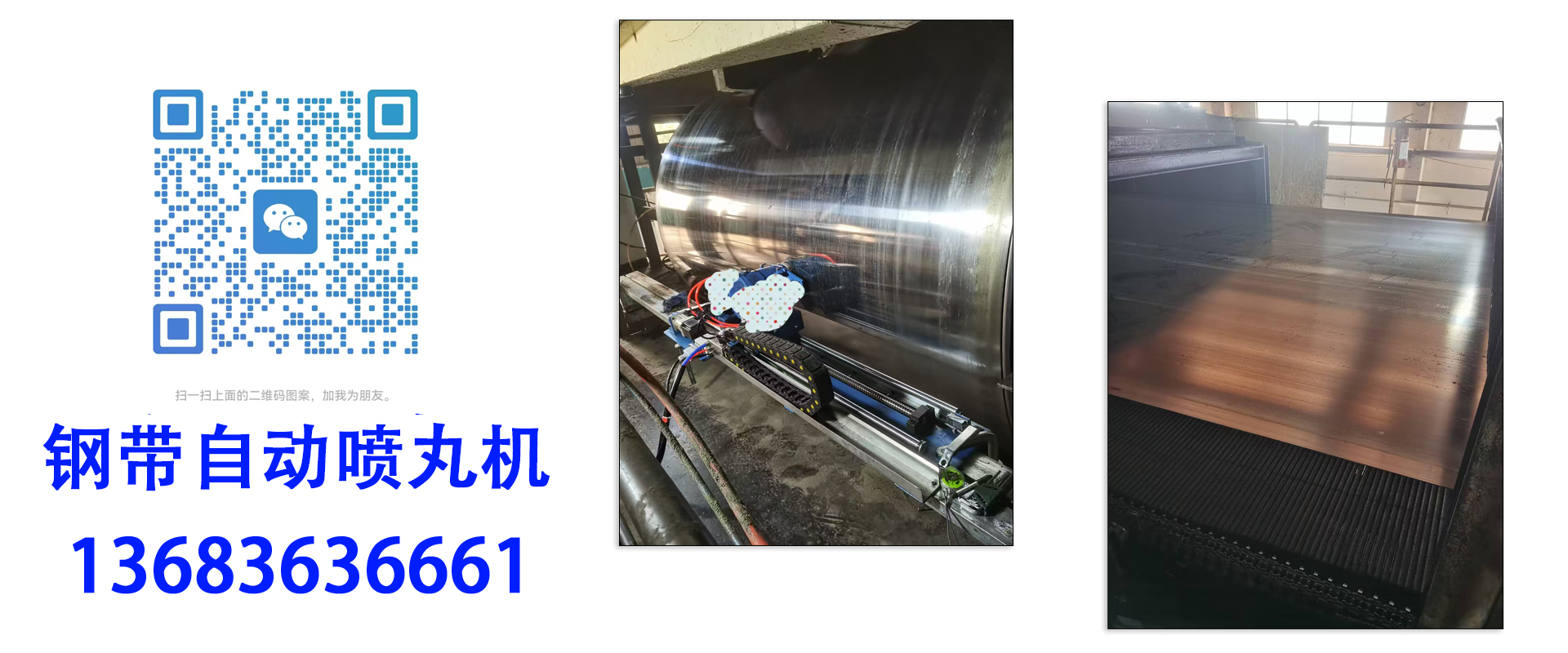



# 压机钢带挖补维修技术全解:从损伤诊断到现场修复的完整指南
## 前言
连续式热压机是人造板(中密度纤维板MDF、刨花板、定向结构刨花板OSB)、覆铜板等行业的核心生产设备。其环形钢带在高温(200-250℃)、高压(3-6MPa)、交变弯曲应力下长期运行,服役条件极为苛刻。钢带表面一旦出现裂纹、穿孔或边缘撕裂等局部损伤,轻则影响板材表面质量,重则导致钢带整体断裂、生产线瘫痪。
整条钢带价格通常在数十万元,更换周期长达数周。而挖补维修作为一种成熟的局部修复技术,可在2-3天内以极低成本恢复钢带使用功能。国际领先的钢带制造商如IPCO和Berndorf Band等,都建立了完善的现场维修服务体系,其中IPCO的QuickDisc盘片更换服务已可将维修时间压缩至4-6小时。
本文将从损伤机理、可维修性判定、工艺设计、焊接与热处理、质量控制、典型案例及运维监测七个方面,系统阐述压机钢带挖补维修的完整技术体系。
## 第一章 钢带损伤机理与失效模式
### 1.1 服役条件与损伤来源
压机钢带在运行中承受着多重载荷的耦合作用:
**机械交变应力**:钢带每经过一个循环(从驱动辊到张紧辊),经历一次拉伸—弯曲—拉伸的应力循环。年循环次数可达千万级以上。
**热应力**:热板温度分布不均或冷却系统异常时,钢带局部温差可达±50℃,热胀冷缩产生热疲劳。
**磨粒磨损**:原料中的砂粒、金属碎片或固化树脂硬块被夹入钢带与热板之间,造成划伤、压坑或穿刺。
**化学腐蚀**:脲醛树脂、酚醛树脂释放的甲醛等介质,对不锈钢造成点蚀或应力腐蚀开裂。
### 1.2 典型损伤模式
**横向疲劳裂纹**:起源于销孔边缘、焊缝热影响区或机械划伤根部,垂直于拉应力方向扩展,是导致钢带断裂的最常见原因。
**边缘撕裂**:多因钢带跑偏与机架防护板刮擦引起。
**表面龟裂**:热疲劳形成的网状微裂纹,深度一般0.1-0.5mm。
**局部穿孔与贯穿划伤**:外来硬物直接造成。
任何对钢带的损伤——即便是一条微小的裂纹或变形——都可能影响产品质量,在板材表面留下印痕。若不及时处理,问题会随着时间的推移不断恶化。
## 第二章 可维修性评估体系
### 2.1 无损检测方法
正式维修前,必须对损伤区及周边进行精密检测:
- **磁粉探伤(MT)** :适用于马氏体不锈钢,检出表面及近表面裂纹。
- **渗透检测(PT)** :适用于奥氏体不锈钢,检出表面开口缺陷。
- **超声波测厚**:检测减薄、分层。
- **涡流阵列**:快速扫查大面积区域。
### 2.2 可维修性判定标准
| 参数 | 可维修 | 谨慎维修 | 不可维修(应更换) |
|------|--------|----------|-------------------|
| 损伤宽度 | ≤钢带宽度的1/4 | 1/4~1/3 | >1/3 |
| 距钢带边缘距离 | ≥80mm | 50~80mm | <50mm |
| 损伤数量 | 单处 | 两处(间距≥2m) | 三处及以上 |
| 既往维修次数 | 0次 | 1~2次 | ≥3次 |
需要注意的是,钢带上同一区域经过反复挖补修复仍然无效的案例并不少见,往往是因为钢带已整体严重变形,变形参数远远超出正常范围。此时应进行喷丸处理以降低变形影响,或直接考虑更换。
## 第三章 挖补工艺设计
### 3.1 切除形状与坡口制备
**形状选择**:推荐采用“长腰孔”形,两端半圆过渡以消除尖角应力集中。对于形状不规则的较长裂纹(约20-50mm),也可制作梯形补片,下梯角约80°,焊缝与钢带边沿呈一定角度可有效减少应力集中。
国际先进做法方面,IPCO公司的QuickDisc工具采用**圆形盘片挖补**方案,盘片直径可选140mm、210mm、300mm、400mm或480mm。圆形补片应力集中系数最低,配合专用切割和焊接工具,可在现场实现快速、无缝的修复。
**坡口制备**:根据钢带厚度,可选择单面V型(δ≤1.5mm)或双面对称X型(δ>1.5mm)。坡口面必须平滑无毛刺。坡口及两侧25mm范围内用砂带打磨至金属光泽,打磨方向平行于钢带长度方向,最后用丙酮脱脂。
### 3.2 补片制备
补片必须与母材同牌号、同热处理状态。优先使用同批次余料;若无,需采购相同标准材料并做化学成分复验。将补片磨至与母材等厚,公差±0.05mm,采用水刀或线切割加工外形,周边预留0.2-0.3mm间隙。
### 3.3 焊接工艺
**焊接方法**:首选手工钨极氩弧焊(TIG)。焊接时选用热源集中的直流脉冲氩弧焊机,焊丝用专用焊丝,也可用从材质相同的旧钢带上剪下的细丝(约1mm)。
**关键参数**(以δ=1.5mm,马氏体不锈钢为例):
| 项目 | 参数范围 |
|------|---------|
| 焊接电流 | 40~50A |
| 电弧电压 | 7.8~9.5V |
| 焊接速度 | 约6cm/min |
| 氩气流量 | 7~8L/min |
| 钨极直径 | 2.4mm |
| 焊丝直径 | 约1mm |
**焊接顺序与变形控制**:
1. **预应力张拉**:使用专用夹具将钢带沿长度方向张紧至工作拉应力的50%-70%。
2. **分段倒退焊**:将焊缝分成10-15mm的小段,从中间向两端交替施焊。
3. **强制冷却**:每焊完一段,立即用铜板或压缩空气冷却,层间温度控制在80℃以下。
4. **应力消除**:焊接过程中用手锤轻敲焊缝附近,辅助消除焊接应力。
焊接时从里向边沿焊接,防止焊缝冷却收缩后使其他部位产生翘曲或变形。
## 第四章 焊后热处理与修整
### 4.1 焊后热处理
马氏体不锈钢(如X20Cr13)焊后组织硬度高且存在大幅残余拉应力,不经热处理直接投入使用容易发生低应力脆断。现场采用陶瓷电加热片局部退火:
- 升温速度:≤100℃/h
- 保温温度:马氏体钢550-600℃
- 保温时间:不少于90分钟
- 降温速度:≤80℃/h至200℃
### 4.2 机械修整
1. **粗磨**:使用角磨机配砂布片沿长度方向打磨,去除焊缝余高。严禁横向打磨。
2. **精磨**:依次换用细砂带,打磨至焊缝与母材平滑过渡。
3. **清洁**:去除所有焊接残留物。
## 第五章 质量检测与验收
### 5.1 无损检测
| 检测项目 | 方法 | 验收标准 |
|---------|------|---------|
| 表面裂纹 | 渗透检测PT | 无任何线性显示 |
| 近表面缺陷 | 磁粉MT | 无磁痕显示 |
| 平整度 | 直尺+塞尺 | ≤0.1mm/m |
### 5.2 硬度验证
使用便携式里氏硬度计,在焊缝中心、热影响区、母材各测5点:
- 焊缝硬度 ≤ 母材硬度+30HB
- 热影响区硬度 ≥ 母材硬度-20HB
## 第六章 典型案例分析
### 案例一:MDF生产线钢带横向裂纹挖补
某年产20万m³的MDF连续压机,钢带材质X20Cr13,宽度2.6m,厚度2.0mm。距边缘110mm处发现一条长48mm的横向穿透裂纹。经评估判定可维修。采用长腰孔形切除、双面X型坡口、TIG焊、ER410NiMo焊丝、分段倒退焊、580℃局部退火。修复后继续运行2年3个月,焊缝完好。
### 案例二:IPCO QuickDisc专业维修案例
IPCO公司的QuickDisc服务是业内最快的钢带现场盘片更换方案。服务技术人员现场评估损伤后,选择最小可用盘片尺寸(140-480mm),用硬质合金铣刀从备用钢带板上切出替换盘片。如钢带因长期使用已减薄,可使用库存中匹配厚度的盘片。随后切出损伤区域、插入新盘片、焊接并打磨平整。整个维修过程通常仅需4-6小时。IPCO在全球25个国家拥有80多名技术服务人员,具备超过120年的钢带制造经验。
### 案例三:反复挖补失效的教训
某人造板厂钢带上同一区域经过反复挖补修复仍然无效,后经平整度测定,该钢带已严重变形,变形参数远远超出正常范围。最终将整条钢带进行喷丸处理以降低变形影响,再予以快速挖补处理。这一案例说明:当钢带整体变形严重时,单纯局部挖补无法解决问题,必须先改善整体状态或直接更换。
## 第七章 维修后运行监测与维护
### 7.1 早期跟踪
修复后第一个月应强化监测:
- 1-7天:每天停机后目视检查焊缝
- 8-14天:每2天一次渗透检测
- 15-30天:每周一次PT+平整度检查
### 7.2 长期维护策略
| 时间段 | 检测频率 | 重点关注 |
|--------|---------|---------|
| 1-6个月 | 每月一次 | 焊缝及HAZ微裂纹 |
| 6-12个月 | 每2月一次 | 热疲劳龟裂 |
| 1-2年 | 每季度一次 | 整体变形 |
| 2年以上 | 每半年一次 | 剩余寿命预测 |
### 7.3 维护误区澄清
关于钢带维护存在一些常见误区:
**误区一:钢带需要频繁更换。** 事实上,正确维护的钢带可以使用数十年。钢带不像织物或橡胶带那样会拉伸、磨损或吸湿,不锈钢钢带耐腐蚀、耐磨、耐极端温度。
**误区二:钢带难以修复。** 实际上,专业维修服务可以修复裂纹、凹痕、表面损伤和边缘损伤,而不影响性能。
**误区三:钢带维护会导致过多停机。** 实际上,计划性维护和快速现场修复(如挖补或张力调整)可在不全面停机的情况下完成小修。
## 结语
压机钢带挖补维修是一项集损伤评估、材料匹配、焊接工艺与精密加工于一体的综合技术。成功的挖补维修需要科学的可维修性判定、严格的工艺执行和完善的后期监测。
随着专业维修工具的发展——如IPCO的QuickDisc系列(盘片直径最大480mm)和Shotpeener Pro喷丸校平工具(压平能力提升30%)——现场挖补维修的效率和质量正在不断提升。这些技术创新使得曾经被认为无法修复的钢带也能重获新生。
然而必须清醒认识到:挖补维修是对钢带寿命的有限延长,而非永生。当钢带整体出现大面积热疲劳、多点损伤或多次修补后变形严重时,应及时决策更换。建立每台压机钢带的“维修档案”,记录每次损伤的位置、大小、维修参数和服役时长,形成数据驱动的维修决策体系,方能在成本和可靠性之间获得最优平衡。
(全文约5500字)

服务热线