
 13683636661
13683636661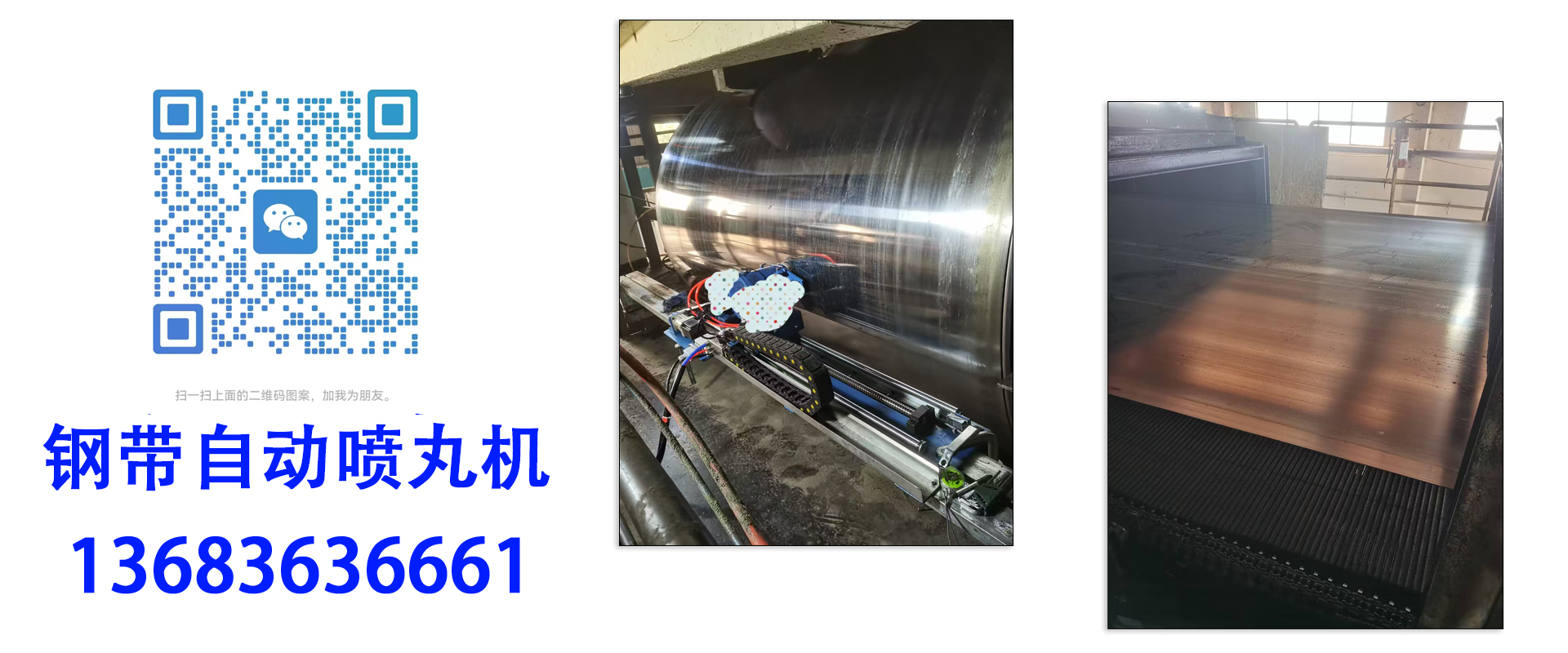



## 压机钢带挖补维修:从损伤评估到工艺控制的全流程解析
在连续平压热压机(用于生产中密度纤维板MDF、刨花板、定向结构刨花板OSB及覆铜板等)中,钢带是核心传动与加压部件。它长期在200-250℃高温、3-6MPa高压及反复弯曲交变应力下运行,容易出现裂纹、穿孔、边缘撕裂等局部损伤。由于整条钢带造价昂贵(进口品牌可达数十万元),且更换需停机数周,**挖补维修**(即在现场精准去除缺陷部分并填入匹配材料进行焊接修复)就成为最具经济性的解决方案。国际主流钢带服务商如Berndorf Band Group、IPCO、Siempelkamp等均将“插入补片(Insertion of patches)”和“裂纹修复(Crack repair)”列为标准服务项目。
---
### 一、损伤诊断:挖补前的必修课
并非所有损伤都适合挖补。在决定维修前,必须对钢带状态进行全面评估。
#### 1.1 典型损伤模式
压机钢带的损伤通常源于以下几类原因:
- **疲劳裂纹**:钢带每经过一次辊筒循环便经历一次拉-压交变应力,年循环次数可达千万级。裂纹通常起源于销孔边缘、焊缝热影响区或划伤根部,沿垂直于拉应力方向扩展。
- **机械损伤**:设备急停、裂板或金属异物卷入,会在钢带表面造成划伤、压坑甚至穿孔。
- **热疲劳与龟裂**:热板温度分布不均或冷却异常,热胀冷缩产生的热应力导致表面网状微裂纹。
- **边缘损伤**:钢带跑偏与机架刮擦,或反复弯曲导致的边缘撕裂。
#### 1.2 可维修性判定
评估的核心是判断损伤是否超出“可修复边界”。主要考量因素包括:
| 评估项目 | 可维修条件 | 不建议挖补的情况 |
|---------|-----------|----------------|
| 损伤宽度 | ≤钢带宽度的1/3 | 超过1/2宽度 |
| 距边缘距离 | ≥50mm | 直接位于边缘或<30mm |
| 损伤数量 | 单处或两处间距足够 | 三处以上或密集分布 |
| 钢带变形程度 | 平整度在正常范围 | 已严重变形,超出正常变形范围 |
| 既往维修次数 | 0~2次 | 同一区域反复挖补仍无效 |
特别值得警惕的是**钢带变形**问题。如果钢带已经出现较大范围的瓢曲或波浪变形,直接进行挖补焊接的效果往往不理想。在这种情况下,通常需要先对整条钢带进行**喷丸处理(Shot Peening)** ,以释放应力、恢复平整度,然后再进行挖补。IPCO公司开发的Shotpeener Pro工具,甚至可以在不停止生产、不拆除压带的情况下完成这一处理。
### 二、挖补工艺:一场精密的“金属手术”
挖补维修的工艺流程一般包括:**缺陷切除→补片制备→焊接→焊后处理→修整检测**。
#### 2.1 缺陷切除
切除的目的是将损伤区域完全去除,并为补片留出规则的安装孔。
- **形状选择**:传统手工挖补多采用**圆形**,因为圆形应力集中系数最低。IPCO公司的QuickDisc服务即采用圆形补片,直径可选140mm、210mm、300mm、400mm直至480mm。Berndorf Band Group则同时提供圆形补片和梯形补片(trapezoids)。也有专利技术采用**铣削通孔**的方式,以更精确地控制切除形状和尺寸。
- **切除方法**:专业服务商使用**硬质合金铣刀头(carbide bit)** 进行切割,根据钢带厚度和钢种选择合适的刀具。这种方法热影响区小,不会引入额外的热应力。
#### 2.2 补片制备
补片材料必须与母材同牌号、同热处理状态。IPCO在交付新钢带时通常会附带一块备用钢带板(spare belt plate),专门用于日后挖补时制作补片。如果钢带因长期使用已发生厚度减薄,补片的厚度也需要相应匹配。
补片加工的核心要求是**尺寸精确匹配**,确保与切除孔的装配间隙恰到好处——过大会导致焊接收缩严重,过小则无法装配或产生过大应力。
#### 2.3 焊接:最关键的技术环节
焊接是挖补维修中最考验技术的环节。
- **焊接方法**:对于中高密度板生产设备中的热压钢带裂纹,**TIG焊(钨极氩弧焊)** 是业界公认的主流方法。TIG焊热输入小、熔池可控、成型美观,适合薄板焊接。
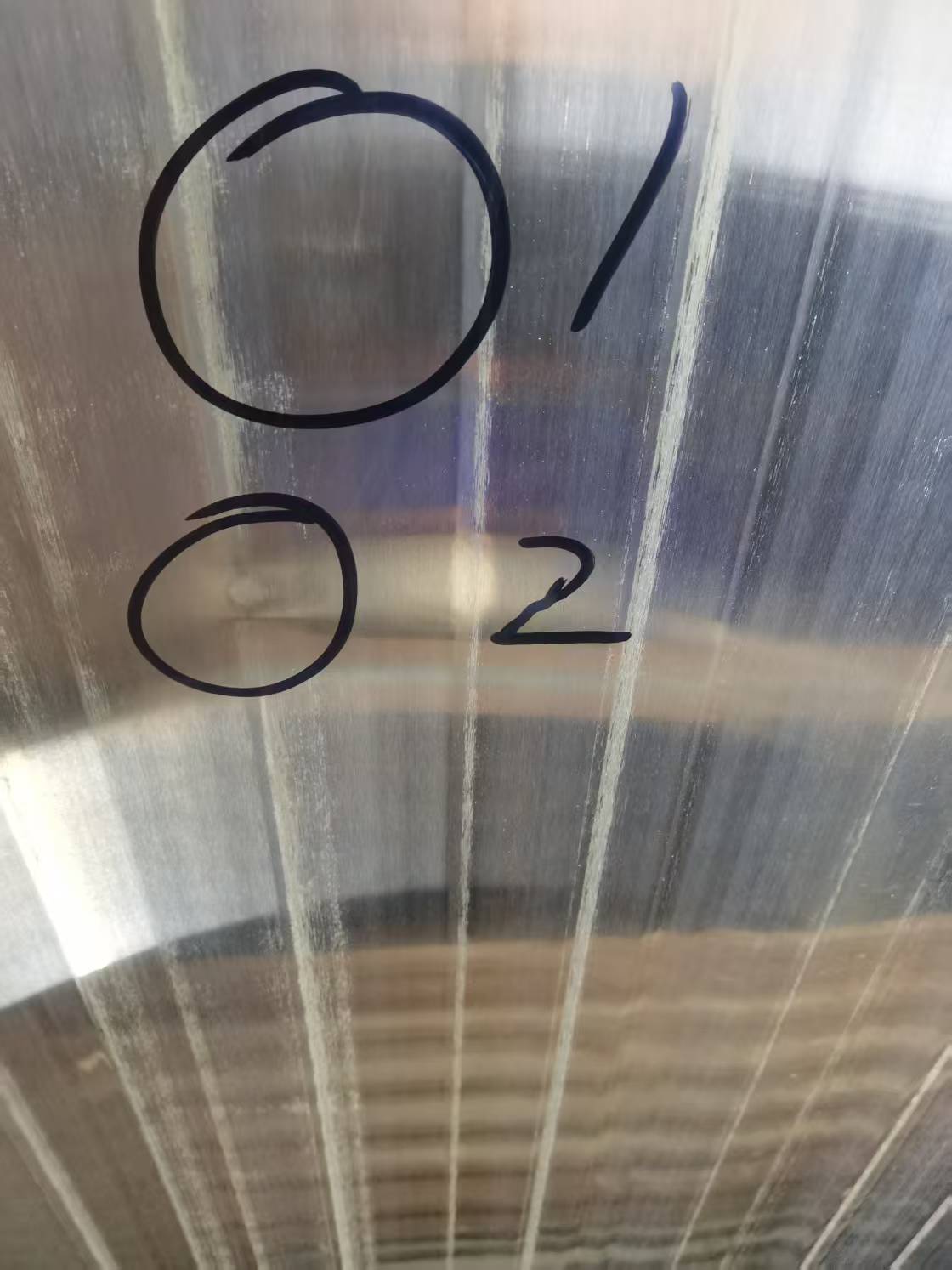
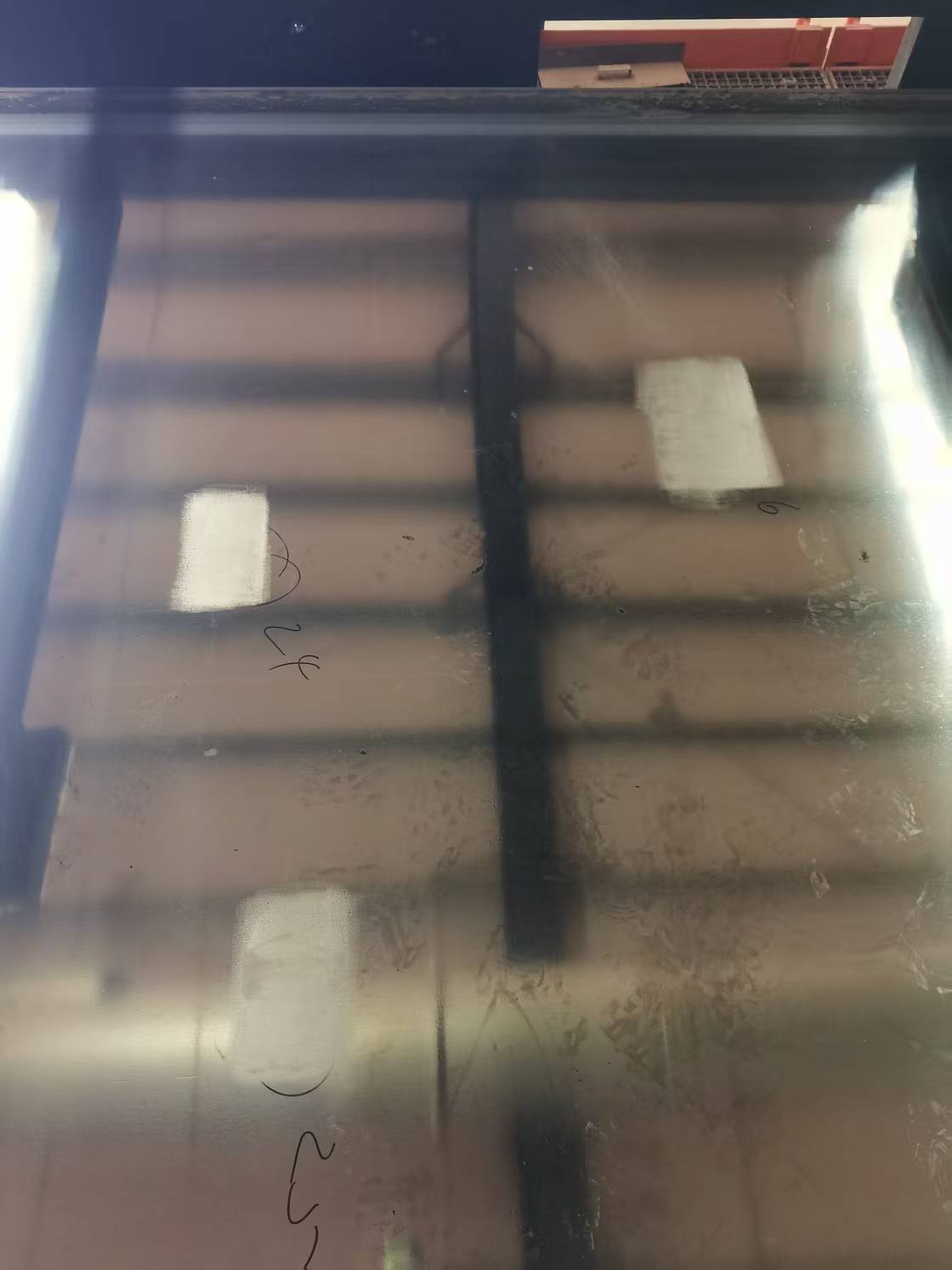
- **焊接难点**:手工挖补或单面机械挖补的主要问题在于**焊接电流高、焊接热应力大**,容易导致挖补位置出现**焊接角变形和瓢曲变形**。这些变形会导致钢带在热压时温度传导和压力传导不均匀,最终在成型板材表面留下挖补“白圈”,影响产品质量。
- **工艺优化**:先进的挖补技术通过**多步骤、低电流**的焊接工艺来控制热输入。例如,有专利技术采用三步焊接法:先以较大电流和较快速度完成第一层熔覆焊接,再施加焊接活性剂后进行第二、第三层低电流慢速焊接,最终实现双面成型。这种工艺的核心思路是**将热量分散、分层施焊**,最大限度减小热应力积累。
#### 2.4 焊后处理与修整
焊接完成后,需要将焊缝打磨平整,使补片区域与母材表面平滑过渡。对于沉淀硬化马氏体不锈钢钢带,焊后还需进行**局部热处理**,以恢复修补区域的原始强度。最后通过**无损检测**(如渗透检测、超声波测厚)确认焊缝无裂纹、气孔等缺陷。
### 三、质量控制与常见问题
挖补维修的质量直接关系到修复后的使用寿命。
**常见质量风险**包括:
- **焊接变形**:热应力导致补片区域凸起或凹陷,影响热压均匀性。
- **未熔合与气孔**:坡口清理不彻底或焊接参数不当所致。
- **硬度异常**:焊后冷却过快或过慢,导致焊缝区硬度过高(脆)或过低(软)。
**应对策略**:
- 严格遵循**低热输入、多层多道、对称施焊**的原则。
- 焊后必须进行**平整度检测**和**无损探伤**。
- 对于变形严重的钢带,**先喷丸处理、后挖补焊接**是经过验证的有效路径。
### 四、行业趋势与专业服务
随着人造板等行业对产品质量要求的不断提高,钢带挖补维修也在向**专业化、工具化、标准化**方向发展。
国际主流钢带制造商均建立了全球服务网络。IPCO的**QuickDisc**服务可在现场4-6小时内完成从损伤评估到补片焊接打磨的全流程。Berndorf Band Group提供从裂纹焊接到圆形/梯形补片插入、从喷丸处理到边缘修整的全套服务。Siempelkamp则提供包括补片插入、裂纹修复、边缘倒圆和定期检测在内的一站式服务。
这些专业服务的共同特点是:**使用专用工具(如硬质合金铣刀、精密夹具)、由经过培训的技术人员操作、并配套完整的质量检测体系**。对于工厂而言,将挖补维修交由原厂或授权服务商执行,虽然单次费用可能高于“自己焊”,但修复质量和可靠性更有保障。
### 结语
压机钢带挖补维修是一门融合了材料科学、焊接工程与精密机械加工的综合技术。成功的挖补不仅需要科学的损伤评估、严格的工艺控制,还需要对钢带材料特性(尤其是沉淀硬化不锈钢的焊后热处理)有深刻理解。
对于设备管理者而言,关键在于建立清晰的决策边界:什么样的损伤值得修、什么样的必须换;什么样的变形可以靠喷丸校正、什么样的只能报废。同时,将挖补维修纳入钢带全生命周期管理——结合定期检测、预防性维护和专业维修服务,才能真正实现“花小钱、办大事”的设备管理目标。

服务热线