
 13683636661
13683636661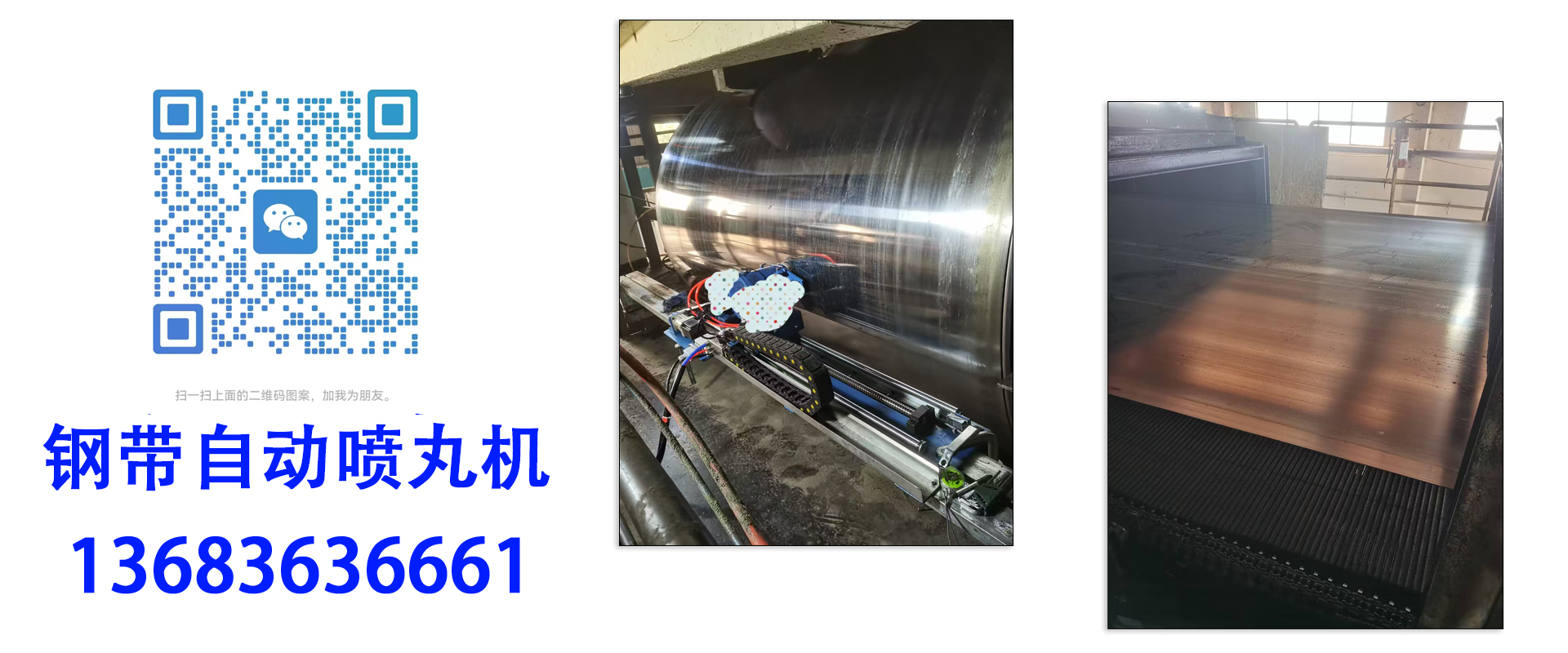
#
在连续压机生产线中,钢带作为核心传动和加压部件,长期承受高温、高压和反复弯曲疲劳,出现局部裂纹、穿孔或边缘破损在所难免。当损伤范围较小时,整条钢带更换成本高昂且停机时间长,此时“挖补维修”就成为最经济高效的解决方案。
## 什么是钢带挖补维修
挖补维修,顾名思义,就是将钢带上的受损区域“挖”掉,再用新材料进行“补”接。这种方法不同于简单的表面焊接修补,而是通过切除损伤区、制备坡口、嵌入补片、焊接成型等一系列工序,恢复钢带的连续性和力学性能。一条进口压机钢带价值可达数十万元,而一次成功的挖补维修成本通常仅为更换的5%-10%,同时能将停机时间从数周缩短至2-3天。
## 损伤评估与维修决策
并非所有损伤都适合挖补。维修前必须进行严格评估:损伤区域宽度不超过钢带宽度的1/3,且与边缘距离大于50mm;裂纹未延伸至钢带边缘;无大面积腐蚀或严重疲劳层。若损伤超出这些范围,挖补后反而可能成为新的应力集中源。
评估工具包括磁粉探伤(检测表面裂纹)、超声波测厚(确认剩余厚度)和着色渗透检测(显示微细裂纹)。对于厚度通常为1.2mm-2.5mm的压机钢带,任何深度超过厚度20%的缺陷都应考虑挖补。
## 挖补工艺的关键步骤
**第一步:损伤切除与坡口制备**
使用角磨机或气动铣刀沿损伤区外围切除,切口应为规则的几何形状——通常采用椭圆形或两端半圆的长条孔。直角尖角会形成应力集中,是绝对要避免的。坡口角度控制在30°-45°,单面或双面取决于钢带厚度。切除后,用细砂轮打磨周边20mm区域至金属光泽,去除氧化层和油污。
**第二步:补片制作**
补片材料必须与原钢带牌号一致——常见的有X20Cr13马氏体不锈钢或沉淀硬化型钢带。补片形状与切除孔完全匹配,但周边预留0.2-0.3mm间隙用于焊接收缩。补片边缘同样制备反向坡口,确保对接时形成X型或V型焊缝。
**第三步:定位与焊接**
这是最考验技术的环节。压机钢带对平整度要求极高,焊接变形必须控制在0.1mm/m以内。采用专用夹具将钢带两端张紧至工作拉应力(约40-60N/mm²),再用磁性压板固定补片。焊接方法首选钨极氩弧焊(TIG),热输入小、成型好。焊丝直径1.0-1.6mm,电流控制在40-80A。采用分段倒退焊法——每段10-15mm,从中心向两端交替施焊,让热量均匀分布。
焊接过程中,每完成一道焊缝,立即用风冷降温至60℃以下再继续。层间温度过高会加剧热影响区脆化。对于厚度超过1.5mm的钢带,通常需要2-3层填充。
**第四步:焊后处理**
焊后必须进行去应力退火。由于现场条件限制,可采用局部加热法:用陶瓷加热片覆盖焊缝区,升温至550-600℃保温2小时,然后随炉缓冷。这一步不能省略,否则残余应力会在运行中诱发新裂纹。
**第五步:修整与检测**
冷却后,用平磨机或细锉将焊缝余高修平至母材±0.05mm。先用直尺和塞尺检查平面度,再用放大镜或渗透探伤确认无裂纹、气孔。最后用复制胶带测量焊缝区粗糙度,要求Ra≤1.6μm。对于承载钢带,建议进行硬度检测——焊缝硬度不应超过母材的120%,否则说明热输入过大或冷却过快。
## 常见问题与应对
**焊接变形**是挖补最大的风险。预防措施包括:采用对称施焊、刚性固定、小规范参数。若已发生变形,可借助火焰加热配合机械校平,但操作难度大,往往需要返工。
**热影响区软化**多因退火温度失控。控制加热范围和升温速度是关键,必要时用红外测温仪全程监控。
**微气孔**常因坡口清理不彻底或保护气流量不当。焊接前用丙酮擦拭,氩气纯度不低于99.99%,流量8-10L/min可有效避免。
## 维修后的寿命与监测
一次合格的挖补维修,焊缝区域疲劳寿命可达原钢带的60%-80%。但建议在维修后第一个月每周检查一次,后续每月检查。对于高速运转(超过20m/min)的压机,最好在焊缝两侧粘贴应变片,在线监测应力波动。
挖补不是一劳永逸的。当同一钢带挖补超过3处,或单次挖补面积超过0.5m²时,经济性就会逆转——此时整条更换反而是更明智的选择。
## 结语
压机钢带挖补维修是一门“金属手术”,既需要扎实的焊接理论基础,更依赖操作者的经验和手感。掌握了这门技术,工厂就能在突发断带或裂纹时快速自救,避免高昂的备件成本和漫长的等待周期。但也要清醒认识到:挖补是补救而非强化,日常巡检和规范操作才是延长钢带寿命的根本之道。

服务热线